|
结构特点
☆ 安全性高,采用全封闭结构,并设连锁装置,工作过程中人员若进入设备内,设备将自动停机并报警,待人工确认复位后,设备才能再次启动;
☆ 适应性高,对不同包装袋袋长及袋宽,只须作简单的调整(其中包装袋袋长直接在触摸屏上改变设定即可),即可进行工作,以适应不同物料堆密度变化而单袋总重不变的情况;
☆ 袋长控制准确,袋长误差小于±5mm;
☆ 角封机构,因M型包装袋袋口两层膜而袋角四层膜,往往在同等封口温度下,四袋角封口强度较袋口封口强度弱(但满足设备自动码垛要求),本机增设角封机构,对袋角增加额外封口,使袋口封口更加可靠,同时使满料袋更加方整,码出的垛型更加整齐、美观;
☆ 封口系统采用模拟量控制,具有加热速度快,加热温度范围大(加热温度可达300℃)的特点,加热温度在触摸屏上直接设定,当加热片温度一达到设定值,控制器即向PLC发出信号,PLC即控制设备进行下一工步,这样既保证封口的可靠性又不影响设备的工作速度;
☆ 封口控制器具有故障自检功能,当封口系统发生故障时,对照故障代码表,即可迅速得知故障部位;
☆ 封口冷却系统,利用涡流冷却原理,用仪表风产生0℃以下(***低可达-40℃以下)的冷风气流分别对热封后的上下封口进行前后两道冷却,涡流管产生的冷风直接吹到封口上,这样热交换效率高且可靠,保证环境温度高时封口也能及时冷却,提高了封口的可靠性;
☆ 角封冷却系统,因角封加热面积小,热合后进入下一工步的时间长,故对角封的冷却采用压缩空气直接吹角封封口的方式进行冷却;
☆ 料袋排气,在空料袋进行角封的过程中,设备在角封V型处打一小三角孔(孔的大小可调,袋四角各一个),此孔沿角封外端与袋内相通,这样既保证了料袋在压平时可顺利排气,又可防止灰尘进入料袋;
☆ 料袋振动紧实机构,利用振动紧实原理,在装料过程中,机构对料袋进行高频振动,使料粒具有流体的流动性,这样物料充填紧密,所混空气少,有利排气及减小料袋袋长;
☆ 系统具有三联件,能对仪表风起到润滑、过滤及调压作用。
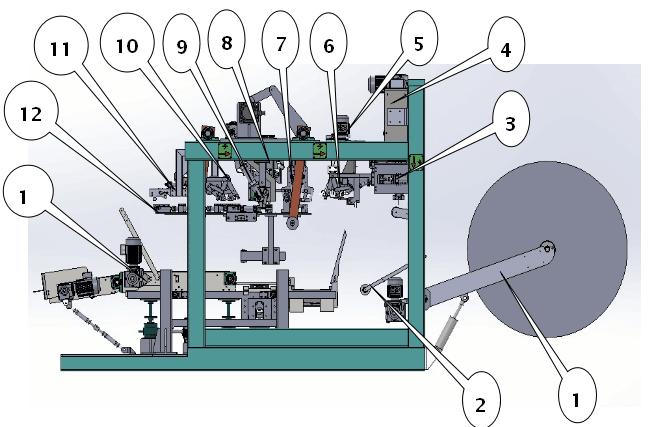
料门机构
料门机构是袋成型自动包装机的一个重要功能单元,已打开袋口的空料袋被送到装料位后,减速电机通过驱动连杆带动料门机构下降,主动翻门、从动翻门插入料袋并打开,装料开始,同时粉尘经放料斗组件被吸入除尘系统中,待装料结束后,减速电机通过驱动连杆带动料门机构上升,主动翻门、从动翻门关闭,完成一个工作循环。
口封机构
口封机构的主要功能是将充满物料的料袋袋口封合,装满物料的料袋被送至口封位后,夹持杆与口封闭合,口封内加热片通电加热对料袋袋口进行热封合,加热结束后,夹持杆与口封打开,完成一个工作循环。封边与袋口的距离小于10mm.
口封冷却机构
口封冷却结构的主要功能是将袋口热封封口冷却降温,提高封口的可靠性。热封合后的料袋被送到口封冷却位后,气缸带动活动冷风管运动,将料袋袋口热合部位夹住,冷却器出来的低温气流对热合部位进行冷却降温,降温后汽缸带动活动冷风管运动,松开料袋,完成一个工作循环,一个料袋先后经过两次冷却。
开袋口机构
开袋口机构是将空料袋袋口打开,为装料工位作准备。当空料袋被送到此工位后,吸盘将料袋夹住,真空阀打开,吸盘半开,待角片(在开袋位手爪上)插入袋口后,真空阀关闭,吸盘完全张开,完成一个工作循环。
夹袋缩袋机构
夹袋缩袋机构在装袋工位与料门机构配合,完成物料的充填。夹袋缩袋机构夹住由开袋口机构处取来的料袋,在料门机构下降打开的同时,夹袋缩袋机构相向向内侧运动,使料袋袋口打开进行物料充
摆臂机构
摆臂机构是袋成型包装机的主要组成之一,各工位间的料袋转换主要靠摆臂机构来完成,摆臂机构主要由驱动机构、取袋手爪、开袋位手爪、装袋位手爪、满袋输送手爪Ⅰ、满袋输送手爪Ⅱ、抱夹机构组成。
驱动机构
主要是提供手爪安装平台并按节拍转换各手爪的工作位置,减速电机通过驱动臂、连杆板带动主动摆臂往复摆动,进而带动整个机构在前后两工位间网复运动。
取袋手爪
主要是将制好的料袋夹送至开袋口机构处,驱动机构在后位时,旋转汽缸动作,带动夹块夹住空料袋,待驱动机构运动到前位,吸盘夹住料袋后,旋转气缸带动夹块张开,完成一个料袋的工作位变换。
开袋位手爪
主要是保持料袋袋口的开度并将料袋夹送至装袋工位,驱动机构在后位时,旋转汽缸带动夹块夹住料袋,同时角片气缸带动角片运动,插入已张开的料袋袋口,保持料袋袋口的开度,待驱动机构运动到前位,夹袋手爪夹住料袋,料门插入料袋后,旋转气缸带动夹块张开,角片抬起离开料袋,完成一个料袋的工位转换。
装袋位手爪
主要是将满料袋由装袋工位夹送至口封工位,驱动结构在后位时,气缸带动手爪将料袋夹住,待装料结束后,随驱动机构前行,在前行的过程中,气缸拉动手爪向外运动,袋口闭合,驱动机构在前位时,待封口机构夹住料袋后,汽缸带动手爪张开,完成一个料袋的工位转换。
满袋输送手爪
主要是将满料袋由出口封工位送至口封冷却工位,驱动机构在后位时,气缸带动手爪将料袋夹住,待口封结束后,驱动机构运行到前位,待口封冷却机构将料袋夹住后,气缸带动手爪张开,完成一个料袋的工位转换。
抱夹机构
主要是配合装袋位手爪将满料袋由装袋工位送至口封工位,同时料袋被推到立袋输送机上。
送袋机构
送袋机构输送未裁出的料袋并向PLC提供袋长信号,送袋开始时,减速电机带动滚筒高速运转,待输送料袋袋长达到设定袋长的一定比例后,PLC控制减速电机低速运转,待输送料袋袋长达到设定袋长后,PLC控制减速电机制动停止,完成一个料袋的输送。
底封机构
底封机构按设定袋长裁出一个空料袋并对下一料袋的袋底进行热封合。料袋进入底封机构并达到设定袋长后,气缸带动夹杆及底封将料袋夹住,同时底封开始热合,切刀运动,裁出一个空料袋,待取袋手爪夹住料袋后,气缸带动夹杆及底封张开,完成一个工作循环。封边与袋口的距离小于10mm。
袋长调节机构
袋长调节机构主要是在袋长设定变化时,调整角封处于适当位置。当需要调整时,在触摸屏上设定需增加或减少的量,减速电机转动,进而带动调整轮移动,从而达到调整的目的。
角封机构
角封机构主要是在M型料袋的两侧M边上分别作八字型封口,待料袋底封,裁剪后,八字型封口的一僘在前一个料袋的袋口,而另一僘在后一个料袋的袋底。
供袋机构
供袋机构主要的功能是将薄膜卷引入包装机并缓存薄膜卷。
膜卷举升机构
膜卷举升机构主要是将薄膜卷顶起,便于供袋机构展开膜卷。膜卷穿入料带支撑轴固定后,启动泵,油缸带动机架摆动,将膜卷举离地面后,泵停止泵油,机架将保持在一固定位置直至膜卷用尽。
|